测试方法如下
如果在测量波峰焊温度曲线时使用的PCB板为产品的原型板,则所有的温度应在助焊剂厂推荐的范围内(助焊剂参数 资料),如果在测量波峰焊温度曲线时使用的 PCB板为温度曲线测量专用样板,则所测的温度应比相应的助焊剂厂推荐的范围高10-15℃。所谓样板,即因原型板尺寸太小或板太薄而法容下或承受测试仪另选用的PCB板。
对于线路板焊点面有SMT元件(印胶或点胶),不需要用波峰焊模具的产品,焊点面浸锡前实测预热温度与波1高 温度的落差控制小于150℃。
对于使用二个波的产品,波1与波2间的下降后温度值:有铅控制在170℃以上,铅控制在200℃以上,防止二次焊接。
对于有铅产品波峰焊接后采用自然风冷却,对于铅产品波峰焊接后采用制冷压缩机强制制冷,焊接后冷却要求:
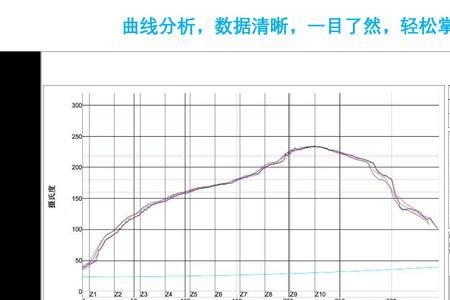
a.每日实测温度曲线高温度下降到200℃间的下降速率控制在8℃/S以上





