气割大厚度钢板时,由于工件上下受热不一致,使下层金属燃烧比上层金属慢,切口易形成较大的后拖量,甚至割不透,熔渣易堵塞切口下部,影响气割过程的顺利进行。
应从以下几个方案解决:
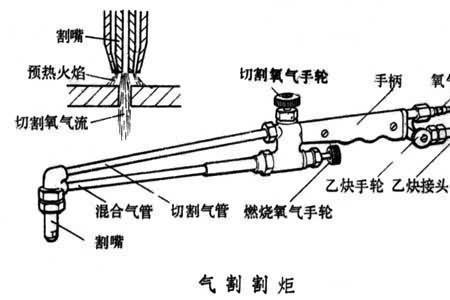
一 应选用切割能力较大的割炬和大号割嘴,以提高火焰能率。
二 氧气和乙炔要保证充分供应,氧气供应不能中断,通常将多个氧气瓶并联起来供气,同时使用流量较大的双级式氧气减压器。
三 气割前,要调整好割嘴和工件的垂直度,即割嘴和割线两侧平面成90度夹角。
四 气割时预热火焰要大。先从割件边缘棱角处开始预热。

原创 | 2022-11-17 22:18:36 |浏览:1.6万
气割大厚度钢板时,由于工件上下受热不一致,使下层金属燃烧比上层金属慢,切口易形成较大的后拖量,甚至割不透,熔渣易堵塞切口下部,影响气割过程的顺利进行。
应从以下几个方案解决:
一 应选用切割能力较大的割炬和大号割嘴,以提高火焰能率。
二 氧气和乙炔要保证充分供应,氧气供应不能中断,通常将多个氧气瓶并联起来供气,同时使用流量较大的双级式氧气减压器。
三 气割前,要调整好割嘴和工件的垂直度,即割嘴和割线两侧平面成90度夹角。
四 气割时预热火焰要大。先从割件边缘棱角处开始预热。




Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:47085,1089@qq.com