g70的编程实例及解释
N010 T0101刀具补偿
N020 M3 S800
N030 G0 X45 Z2
N040 G71 U2 R1调用粗车削循环格式
N050 G71 P060 Q130 U0.25 W0.1 F0.25呼叫程式N号码
N060 G0 X15.8
N070 G1 X23.8 Z-2
N080 Z-25
N090 X28
N100 X34 Z-33
N110 Z-48
N120 X42
N130 Z-58
N140 G0 X100 Z100
N150 X45 Z3
N160 G70 P060 Q130调用精加工循环
N170 G0 X100 Z100
N180 T0200退刀
N190 M05
N200 M30
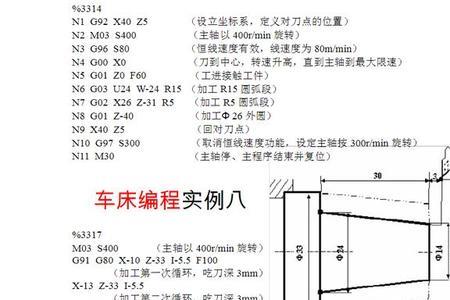
g70编程实例及解释
G0 X99 Z99————刀具的安全位置。
M3 S800 T0101————启动主轴,转速800转每秒,和启动刀具号及刀补号
M08——冷却开
G0 X60 Z2——下刀位置
G71 U1.5 R0.5——U1.5指直径方向每次切深1.5mm,R0.5指每一层切完刀退出0.5mm
G71 P1 Q2 U0.5 W0.1 F150——P1对应N1开始重复的起始位置,Q2对应N2结束位置,U0.5直径粗加工后的余量,W0.1 Z方向的余量,F150进给速度150mm每分钟。
N1 G0 X0——快速定位到中心位置。