1、
把控好产品成型条件把注射压力、速度、时间以及周期调整,加料时不要时多时少,保压一定要足,冷却时要保持均匀。调整注射速度和压力时应特别慎重,在控制料筒温度时,供料段的温度不能太高,否则会产生回流返料引起气泡。
2、
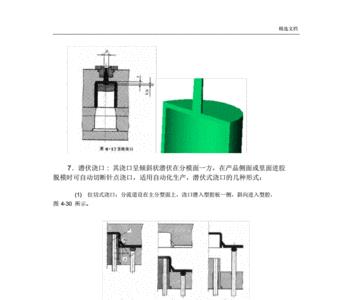
解决模具缺陷如果注塑产品模具的浇口位置不正确或浇口界面太小,而主流道和分流道长而狭窄,流道内有贮气死角或模具排气不良,都会引起.
原创 | 2022-12-31 19:04:10 |浏览:1.6万
1、
把控好产品成型条件把注射压力、速度、时间以及周期调整,加料时不要时多时少,保压一定要足,冷却时要保持均匀。调整注射速度和压力时应特别慎重,在控制料筒温度时,供料段的温度不能太高,否则会产生回流返料引起气泡。
2、
解决模具缺陷如果注塑产品模具的浇口位置不正确或浇口界面太小,而主流道和分流道长而狭窄,流道内有贮气死角或模具排气不良,都会引起.


Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:47085,1089@qq.com