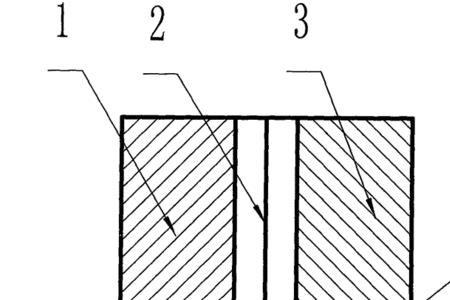
1、增大前模模腔的脱模斜度。
2、前模模腔内增加前模顶出机构。
3、对无表面要求的产品,后模模腔内可以进行“咬花”处理,增大后模模腔对注塑件的抱紧力。(但不可以“咬花”过深,以免增大后模顶针顶出困难度。)
4、可以采用调整前、后模的模温差,增大后模模腔对注塑件的抱紧力。(一般注塑件会粘在较冷的那一面模具上)
原创 | 2022-12-17 13:27:51 |浏览:1.6万
1、增大前模模腔的脱模斜度。
2、前模模腔内增加前模顶出机构。
3、对无表面要求的产品,后模模腔内可以进行“咬花”处理,增大后模模腔对注塑件的抱紧力。(但不可以“咬花”过深,以免增大后模顶针顶出困难度。)
4、可以采用调整前、后模的模温差,增大后模模腔对注塑件的抱紧力。(一般注塑件会粘在较冷的那一面模具上)



Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:47085,1089@qq.com