裂纹分为热裂和冷裂。
热裂主要由S引起,多为不规则形状,裂口处金属表皮氧化
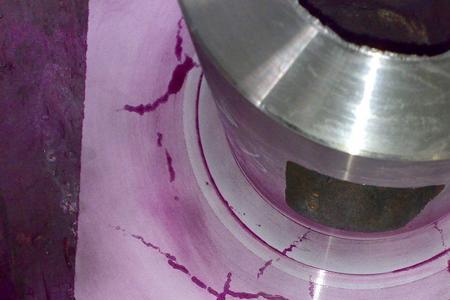
冷裂主要由P引起,裂口较直,开裂处有金属光泽,有时出现轻微氧化色。
部分铸钢件采用水爆清砂工艺,亦可导致裂纹。
裂纹的预防措施:
(1)提高砂型和砂芯的退让性。
(2)严格控制炉料及钢水中的S、P含量。
(3)铸件壁厚尽量均匀,避免壁厚的突然改变,条件允许时,可适当设置加强筋,两截面交接部位采用圆角连接,以减少应力集中。
(4)调节铸件各部位冷却速度,避免铸件局部过热,在厚大断面或热节处放置冷铁,内浇道适当分散,使铸件各部位温度趋向均匀,浇冒口当应阻碍铸件的收缩。
(5)铸件浇注后,开型不能过早,采用水爆清砂工艺的铸件应掌握好温度和时间
铸钢裂纹如何解决
可以用白钢电焊条进行焊接修复,电焊条必须是粗的那种,因为焊接铸件是得用大电流焊接的,小的焊接电流是达不到标准的,且焊接的不牢固。





