1)分件吊装法 起重机在单位吊装工程内每开行一次,仅吊装一种或几种构件,一般分三次开行吊装完全部构件。 第一次开行,吊装全部柱子,并对柱子进行校正和最后固定
第二次开行,吊装吊车梁、连系梁及柱间支撑等
第三次开行,依次按节间吊装屋架、天窗架、屋面板及屋面支撑等。 此外,在屋架吊装前还要进行屋架的扶直排放,屋面板的运输堆放,以及起重臂的接长等工作。
(2)节间吊装法 起重机在厂房一次开行中,分节间吊装完所有各种类型的构件。开始吊装4~6根柱子,立即进行校正和最后固定,然后吊装该节间内的吊车梁、连系梁、屋架、屋面板等构件,按节间进行吊装直至整个厂房结构吊装完毕。 分件吊装法的特点是操作程序基本相同,准备工作简单,构件吊装效率高且便于管理可利用更换起重臂长度的方法分别满足各类构件的吊装。目前在单层工业厂房结构安装工程中应用广泛。
节间吊装法操作复杂多变化,不能充分发挥起重机的能力,影响生产效率,各类构件需运至现场堆放,不利于施工组织管理。因此,只有采用桅杆式起重机时,才予以考虑。
(3)综合吊装法 综合吊装法是指厂房结构一部分构件采用分件吊装法吊装,一部分构件采用节间吊装法吊装的方法。此法吸取了分件吊装法和节间吊装法的优点。普遍的做法是,采用分件吊装法吊装柱、柱间支撑、吊车梁等构件采用节间吊装法吊装屋盖的全部构件。
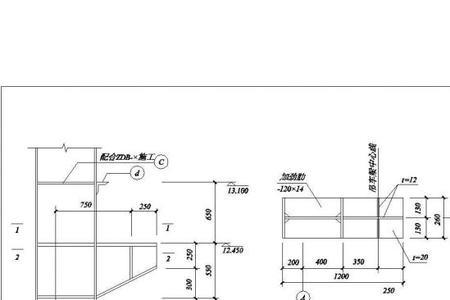
单层厂房牛腿柱吊装方法是
柱吊装一般采用一点绑孔起吊,吊装方法采用旋转法,旋转到位置后,垂直吊起,当柱脚面高出杯顶200mm左右后,再旋转吊臂到杯口顶,操作人员扶好柱子对准杯口,然后慢慢放绳,当柱脚接近杯底时(约3~5cm)时刹住车,对准底部轴线,四个面插入8个楔子,每个面两个,用大锤轻敲,先对小面中线,再对大面轴线,落到杯底,并锤打牢固,随时用坚硬石块将柱脚卡死,每边卡两点并卡到杯底,保证平面位置的准确性,再用大锤轻打,用经纬议在大小面调整垂直度,并用锤逐步打牢。
当柱平面位置和垂直度校正好后,及时浇C25细石砼,浇注前将缝中杂物清除干净,并浇水湿润,当杯底有大空隙时,应先灌稀水泥浆,填满空隙后,再灌细石砼。 灌缝分两次进行,第一次灌到楔子底,并用钢筋振捣密实,待砼强度达到设计强度25%后,打掉钢楔,再灌满细石砼。 注意,第一次振捣砼时不得碰动楔子,避免影响柱的垂直度。 柱子安装质量的好坏直接影响到屋架等其它构件的连接,所以必须将柱子基本校正好,如由于校正垂直度影响到平面位置,应采用“反推法”校正,假设柱子偏左,需向右移,先在左边杯口与柱子间隙中放一大锤,如柱脚卡了石子,须将右边的石子拔走,然后在右边杯口卡上坚硬石块,在杯口处敲打楔子,使柱身绕柱转动,为减少敲打阻力,可适当适松动背面楔子,再在正面放小钢楔敲打,用经纬低监控。