3、2酸性焊条仰焊大缝管道方法1、仰焊时,必须注意尽可能地采用最短的弧长施焊,使熔滴金属在很短的时间内由焊条过渡到熔池中去,促使焊缝成形。
2、仰焊时焊条直径和焊接电流比平焊时小,以减少焊接熔池的面积,使焊缝容易成型。
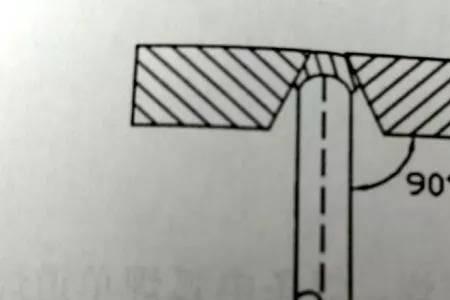
3、施焊时焊条与焊缝两侧应成90°夹角,与焊接方向保持80°~90°夹角,在整个焊接过程中,焊条要保持在上述位置均匀地运条,运条的手法可采用直线形和直线往复形。
原创 | 2022-12-05 11:59:17 |浏览:1.6万
3、2酸性焊条仰焊大缝管道方法1、仰焊时,必须注意尽可能地采用最短的弧长施焊,使熔滴金属在很短的时间内由焊条过渡到熔池中去,促使焊缝成形。
2、仰焊时焊条直径和焊接电流比平焊时小,以减少焊接熔池的面积,使焊缝容易成型。
3、施焊时焊条与焊缝两侧应成90°夹角,与焊接方向保持80°~90°夹角,在整个焊接过程中,焊条要保持在上述位置均匀地运条,运条的手法可采用直线形和直线往复形。




Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:47085,1089@qq.com