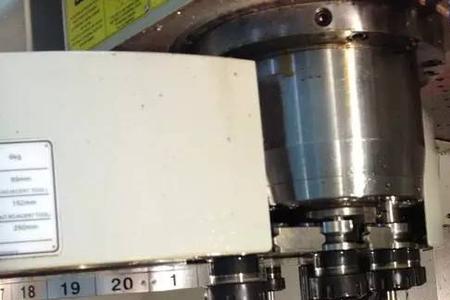
首先机床回零,手动摇下Z轴至端面与对刀块基准面,此时按一下操作面板上储存功能键,机床自动将此时坐标存储,然后摇起主轴,功能键至MDI状态下输入M06T1换刀指令,再手动摇下主轴使刀尖与对刀块基准面轻轻接触,此时按下操作面板刀补键,机床自动将两次对刀的Z坐标之差(即刀具刀补长度偿值)存入T1号刀补值上,依此循环,直至对刀完毕。
另一种方法就是用对刀仪对刀,原理都一样,对刀仪配有标准的对刀棒。对刀仪每对完一把刀都应记录数椐,贴上标签,并做好对刀程序并将对刀程序输入机床。
加工中心刀补怎么输入
加工中心刀补分长度刀补和径向刀补,分别输入在长度刀补区和径向刀补区。长度刀补是指主轴端面基准和刀具刀尖的距离。径向刀补则是刀具的半径理想值和实际值的差值。