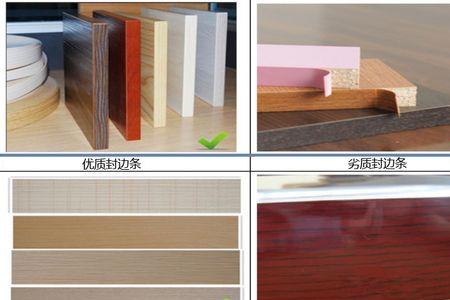
是封边的距离。
压带棒和压带片距离封边带要1毫米左右的间隙,避免压带过紧。
齐头调节方法:螺丝紧多松少,(通过调节齐头主轴后面的螺丝,封边带过长就紧,封边带切的多了就送。)
粗修由封边机厂家调试,机器发过来粗修不用调。
精修调节方法:螺丝紧少松多,调节到板材上下两边各留0.2~0.3毫米余量即可,余量过多就松,余量过少就紧。
仿形跟踪调节方法:螺丝紧少松多,封边带过长松一点儿,切的太多就紧一点儿。
刮边调节方法:螺丝紧少松多,刮边量过多就紧,量少就松。
抛光轮调节方法:螺丝紧升松降,抛光轮过低就紧,反之便松。
压带轮刻度表,以及粗修,精修,刮边的刻度表,全都按照封边带厚度调节,例如封边带厚度为0.8mm,则刻度表调到0.8。
板材厚度升降压轮根据板材厚度调节。