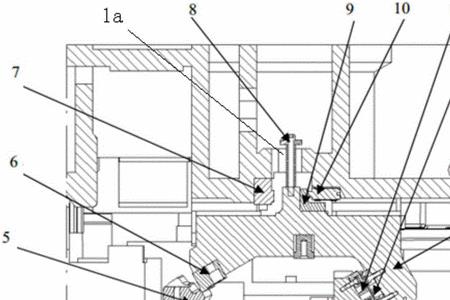
1、定期检查弹簧,如果有损坏或断裂情况需换弹簧。
2、调节模具冲压的高度,使冲头闭合时,冲头冲穿板材下至1~2mm。
3、定期给模套和模芯加润滑油。
4、检查上下模具的间隙及研磨上下模具的刀口,定期清洁模具。
5、适时对模具刃磨,不要让模口太钝,并且刃磨后要消磁处理。
原创 | 2022-12-04 21:17:00 |浏览:1.6万
1、定期检查弹簧,如果有损坏或断裂情况需换弹簧。
2、调节模具冲压的高度,使冲头闭合时,冲头冲穿板材下至1~2mm。
3、定期给模套和模芯加润滑油。
4、检查上下模具的间隙及研磨上下模具的刀口,定期清洁模具。
5、适时对模具刃磨,不要让模口太钝,并且刃磨后要消磁处理。




Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:47085,1089@qq.com