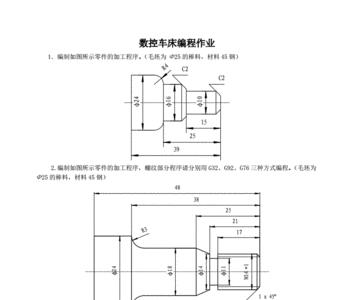
数控车床 编程g72的格式如下
径向粗车循环G72
代码格式:
G72 W(每次车深) R(退刀量) F(车削速度) S(转速) T(刀位及刀补)
G72 P(执行的程序段首) Q(执行的程序段末段) U(X轴留给精车的余量) W(Z轴留给精车的余量)
原创 | 2022-12-04 18:08:15 |浏览:1.6万
数控车床 编程g72的格式如下
径向粗车循环G72
代码格式:
G72 W(每次车深) R(退刀量) F(车削速度) S(转速) T(刀位及刀补)
G72 P(执行的程序段首) Q(执行的程序段末段) U(X轴留给精车的余量) W(Z轴留给精车的余量)




Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:47085,1089@qq.com