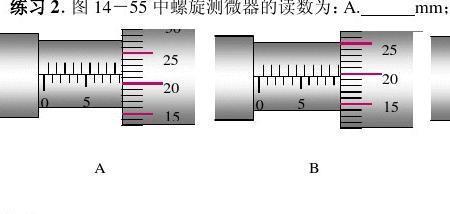
1、从固定套筒上露出的刻线读出工件的毫米整数和半毫米整数。
2、从微分筒上由固定套筒纵向线对准的刻数读出工件的小数部分(百分之几毫米),不足一格数(千分之几毫米),可用估算读法确定。
3、将两次读数相加就是工件的测量尺寸。
简单来说就是:
1、先读固定刻度。2、再读半刻度,若半刻度线已露出,记作0.5mm若半刻度线未露出,记作0.0 mm 。
3、再读可动刻度(注意估读)。记作 n ×0.01mm。
4、最终读数结果为固定刻度+半刻度+可动刻度。
原创 | 2022-11-26 02:18:34 |浏览:1.6万
1、从固定套筒上露出的刻线读出工件的毫米整数和半毫米整数。
2、从微分筒上由固定套筒纵向线对准的刻数读出工件的小数部分(百分之几毫米),不足一格数(千分之几毫米),可用估算读法确定。
3、将两次读数相加就是工件的测量尺寸。
简单来说就是:
1、先读固定刻度。2、再读半刻度,若半刻度线已露出,记作0.5mm若半刻度线未露出,记作0.0 mm 。
3、再读可动刻度(注意估读)。记作 n ×0.01mm。
4、最终读数结果为固定刻度+半刻度+可动刻度。



Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:47085,1089@qq.com