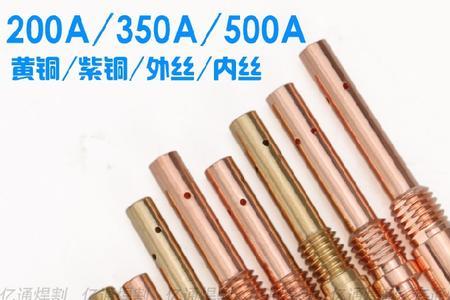
1.新机器或者新换配件避免焊机卡丝故障解决方法
调整好螺旋钢丝导丝管的长度。调整方法是先将送丝管连接导电嘴的一端先安装好,然后将螺旋钢丝导丝管插入(螺旋钢丝导丝管出厂长度会比送丝管长约30cm ),此时送丝管连接送丝管入口的一端会长出一段螺旋钢丝导丝管,紧贴送丝管连接送丝管入口侧的末端做标记,然后用游标卡尺测量送丝管入口螺纹旋合长度和内孔深度,并计算螺纹旋合长度和内孔深度差值。抽出一段螺旋钢丝导丝管便于截断,截除的长度为标记位置加上螺纹旋合长度和内孔深度差值,去除毛刺,避免螺旋钢丝导丝管内部进入杂质即可。如若出现螺旋钢丝导丝管弯曲,应矫直
2.旧机器避免焊机卡丝故障解决方法
使用前应先清洁导电嘴末端,使其端面鲜亮光洁无杂污然后检查送丝管入口是否有磨损,若磨损较多应更换新件。若怀疑送丝管一端可能进小颗粒时,可在另外一端使用清洁高压空气清除小颗粒。最后是调整合理的送丝速度,看说明书或者凭声音和现象自行总结确定焊机合理的送丝速度,避免送丝速度过慢引起回烧,堵塞导电嘴引起卡丝。