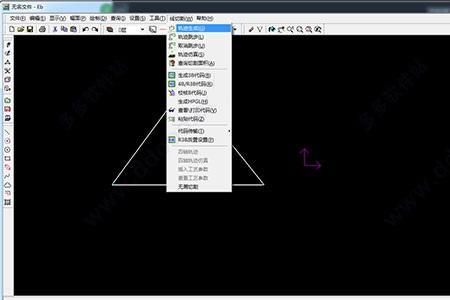
快走丝机床只需要设置一个补偿即可,中走丝带有修刀功能。
程序里面有两刀的切割偏移量。这个偏移量,影响到补偿值。
当然,修刀的偏移量,也就是修刀的补偿。
主要是根据工件的厚度的不同来设置。厂家会根据不断的测试,将数据写进工艺库。
不同材质,不同厚度的工件偏移量是不一致的。
目前仁光数控两刀的偏移量一般是0.06mm和0.02mm。50厚度以上的工件的偏移量,一般采用0.055mm和0.015mm的偏移量。
原创 | 2022-11-22 13:35:17 |浏览:1.6万
快走丝机床只需要设置一个补偿即可,中走丝带有修刀功能。
程序里面有两刀的切割偏移量。这个偏移量,影响到补偿值。
当然,修刀的偏移量,也就是修刀的补偿。
主要是根据工件的厚度的不同来设置。厂家会根据不断的测试,将数据写进工艺库。
不同材质,不同厚度的工件偏移量是不一致的。
目前仁光数控两刀的偏移量一般是0.06mm和0.02mm。50厚度以上的工件的偏移量,一般采用0.055mm和0.015mm的偏移量。




Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:47085,1089@qq.com