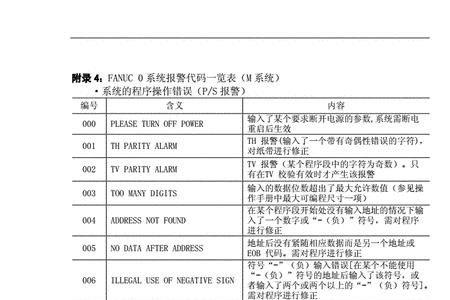
法兰克循环钻孔参数高速深孔钻循环指令G73
对于孔深大于5倍直径孔的加工由于是深孔加工,不利于排屑,故采用间段进给(分多次进给),每次进给深度为Q,最后一次进给深度≤Q,退刀量为d(由系统内部设定),直到孔底为止。
法兰克循环钻孔参数 高速深孔钻循环指令格式为:
G73 G△△ X__ Y__ Z__ R__ Q__ F__
在指令中Q为每次进给深度为Q,其余各参数的意义同G81。
其动作过程如下:
(1)钻头快速定位到孔加工循环起始点B(X,Y)
(2)钻头沿Z方向快速运动到参考平面R
(3)钻孔加工,进给深度为Q
(4)退刀,退刀量为d
(5)重复(3)、(4),直至要求的加工深度
(6)钻头快速退回到参考平面R或快速退回到初始平面B。