管道焊接对口要求
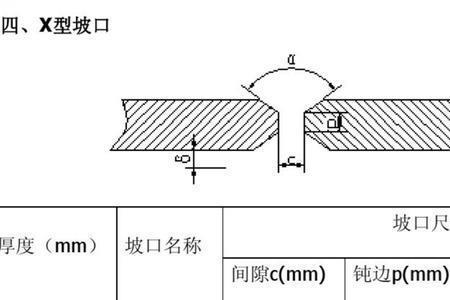
1、对口人员按图纸设计要求加工坡口,如设计无要求时,可按管壁厚度采用机械法(合金管或壁厚大于16mm以上管道)加工为I、V、X、U、U+V、V+V型坡口。
2、并对坡口及其附近10-15mm范围内用电动磨光机清理至无油漆、锈、水、垢、氧化铁等,直至露出金属光泽.
3、对口管口偏斜度≤0.5-2mm,错口值≤10%且≯1 mm。
4.施工钳工对对口尺寸记录并签字,焊工签字认可。
5.氩弧焊场所必须搭设防风雨寒工棚,且管内无穿堂风。

原创 | 2022-11-13 16:35:08 |浏览:1.6万
管道焊接对口要求
1、对口人员按图纸设计要求加工坡口,如设计无要求时,可按管壁厚度采用机械法(合金管或壁厚大于16mm以上管道)加工为I、V、X、U、U+V、V+V型坡口。
2、并对坡口及其附近10-15mm范围内用电动磨光机清理至无油漆、锈、水、垢、氧化铁等,直至露出金属光泽.
3、对口管口偏斜度≤0.5-2mm,错口值≤10%且≯1 mm。
4.施工钳工对对口尺寸记录并签字,焊工签字认可。
5.氩弧焊场所必须搭设防风雨寒工棚,且管内无穿堂风。



Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:47085,1089@qq.com