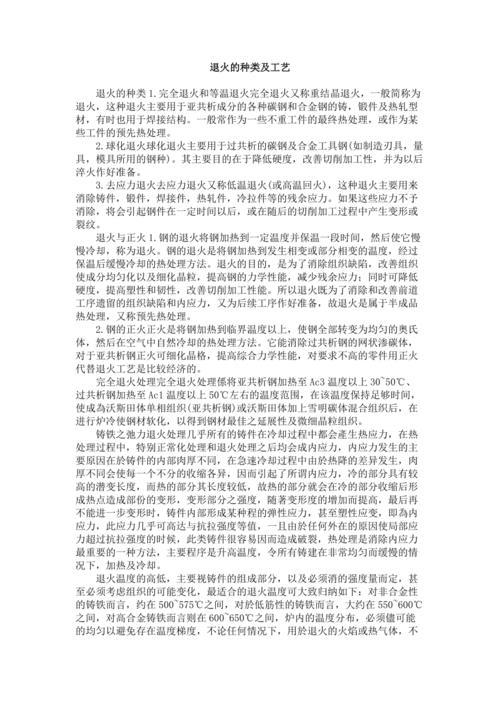
1、装炉试样之间要留有20mm 以上的间隙,可以插空叠放,但要加大试样之间的间隙,保证炉气畅通
2、装炉温度不能高于250℃
3、工件装入炉中后,盖上炉盖,开始升温,升温温度一般不能超过150℃/h
4、温度升高至650℃时,开始保温(工件板材厚度按最厚板计算,板材厚度﹤100mm,保温时间3小时,板材厚度≧100mm,保温时间4小时)。
5、冷却时,先随炉冷却,当冷却温度低于250℃/ h时,打开炉盖冷却至室温。
原创 | 2023-06-10 20:24:14 |浏览:1.6万
1、装炉试样之间要留有20mm 以上的间隙,可以插空叠放,但要加大试样之间的间隙,保证炉气畅通
2、装炉温度不能高于250℃
3、工件装入炉中后,盖上炉盖,开始升温,升温温度一般不能超过150℃/h
4、温度升高至650℃时,开始保温(工件板材厚度按最厚板计算,板材厚度﹤100mm,保温时间3小时,板材厚度≧100mm,保温时间4小时)。
5、冷却时,先随炉冷却,当冷却温度低于250℃/ h时,打开炉盖冷却至室温。




Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:470851089@qq.com